
Cs Моторизований вентиль управління потоком




- THT
- Тяньцзінь, Китай
- 25 днів
- 2000 рік
Пластина клапана заслінки моторизованого потоку Cs має дві ущільнювальні поверхні. Дві ущільнювальні поверхні найбільш часто використовуваного затворного клапана утворюють клин. Кут клину змінюється в залежності від параметрів клапана, який, як правило, становить 50. Клиновий затвор клинового клапана можна зробити єдиним цілим, яке називається жорстким затвором; з нього також можна зробити плунжер, який може виробляти незначну деформацію, щоб поліпшити його технологічність і компенсувати відхилення кута ущільнювальної поверхні в процесі обробки. Цей тип затвору називається пружним затворним клапаном. При закритті ущільнювальна поверхня може покладатися лише на середній тиск для ущільнення, тобто ущільнювальна поверхня воріт буде притиснута до сидіння з іншого боку, щоб забезпечити герметизацію ущільнювальної поверхні. Це самопломбування. Більшість вставних клапанів змушені ущільнюватися, тобто
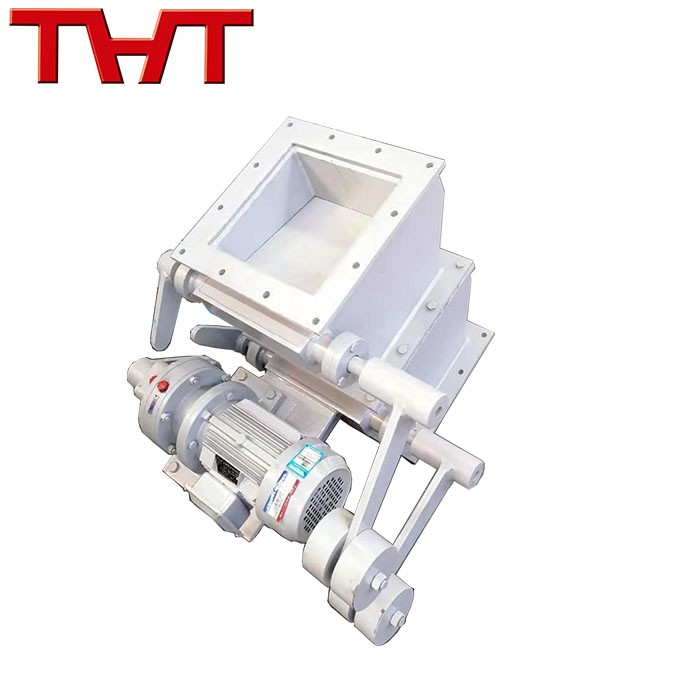
Cs Моторизований вентиль управління потоком

Ворота моторизованого контролю потоку Cs широко використовуються в будівельних матеріалах, металургії, хімічній промисловості, електроенергетиці та інших галузях промисловості.
Cs Motorized Flow Control Gate використовується як розвантажувальний пристрій бункера для попелу всілякого обладнання, а також пристрій подачі та вивантаження різних шліфувальних машин, сушарок та силосів для запобігання задування вітру.

Пластина клапана заслінки моторизованого потоку Cs має дві ущільнювальні поверхні. Дві ущільнювальні поверхні найбільш часто використовуваного затворного клапана утворюють клин. Кут клину змінюється в залежності від параметрів клапана, який, як правило, становить 50. Клиновий затвор клинового клапана можна зробити єдиним цілим, яке називається жорстким затвором; з нього також можна зробити плунжер, який може виробляти незначну деформацію, щоб поліпшити його технологічність і компенсувати відхилення кута ущільнювальної поверхні в процесі обробки. Цей тип затвору називається пружним затворним клапаном. При закритті ущільнювальна поверхня може покладатися лише на середній тиск для ущільнення, тобто ущільнювальна поверхня воріт буде притиснута до сидіння з іншого боку, щоб забезпечити герметизацію ущільнювальної поверхні. Це самопломбування. Більшість вставних клапанів змушені ущільнюватися, тобто

| Розмір | 150 * 150-800 * 800 |
| Випробувальний тиск на міцність | 0,15мпа |
| Підходить середній | Тверді частинки, пил |
| Відповідна температура | ≤300 ℃ |
| Норма витоку | ≤1% |
| Розвантажувальна ємність | 1,5-250м3 / год |

1. За допомогою манометра вимірюйте середній зазор кожної точки ≤ 0,12 мм.
2. Відрегулюйте товщину деталі № 13, щоб забезпечити осьове прилягання вала.
3. Відповідно до необхідного тиску на клапанній пластині відрегулюйте відстань розподілу заліза на кривошипі, щоб досягти точного відкривання та закриття без заклинювання.
4. Після того, як клапанний вузол буде кваліфікований, заклепіть різьбу частини 20, щоб запобігти розхитуванню.
5. Не оброблену поверхню двічі покрити ґрунтовкою проти іржі, а потім двічі напилити верхній шар (сіра фарба).

| Тіло | Вуглецева сталь |
| диск | Вуглецева сталь |
| Важкий молоток | Вуглеці сталеві |
| Електричний привід |













